
Baxmayaraq kiPVCDünyada ən çox yayılmış qeyri-metal boru olan PPR (Polipropilen Təsadüfi Kopolimer) dünyanın bir çox yerində standart boru materialıdır. PPR birləşmə yeri PVC sement deyil, xüsusi əritmə aləti ilə qızdırılır və əsasən bütöv bir hala gətirilir. Düzgün avadanlıqla düzgün şəkildə yaradılarsa, PPR birləşmə yeri heç vaxt sızmayacaq.
Ərinti alətini qızdırın və boru kəmərini hazırlayın
1
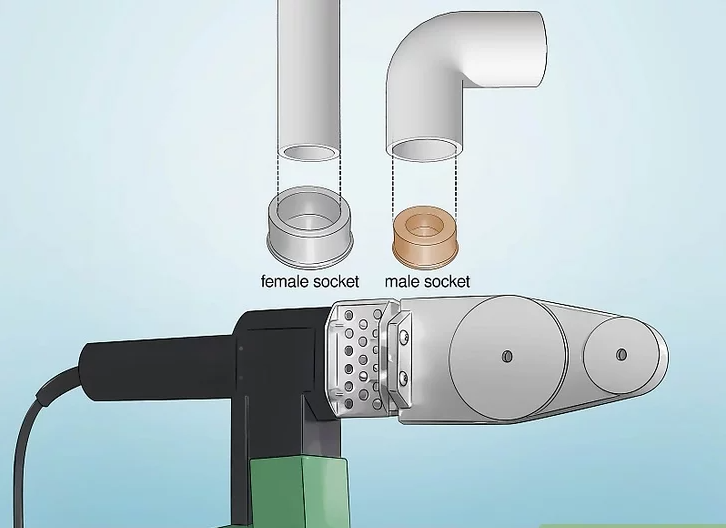
Ərinti alətinə uyğun ölçülü yuva qoyun. ƏksərPPRQaynaq alətləri müxtəlif ölçülü erkək və dişi yuvalarla gəlir ki, bu da ümumi PPR boru diametrlərinə uyğundur. Buna görə də, diametri 50 mm (2,0 düym) olan PPR borularından istifadə edirsinizsə, 50 mm ilə işarələnmiş qol cütünü seçin.
Əl ilə işləyən ərinti alətləri adətən idarə edə bilərPPR16 mm-dən 63 mm-ə qədər (0,63 ilə 2,48 düym) borular, dəzgah modelləri isə ən azı 110 mm (4,3 düym) boruları idarə edə bilir.
İnternetdə müxtəlif model PPR füzyon alətləri tapa bilərsiniz, qiymətləri təxminən 50 ABŞ dollarından 500 ABŞ dollarına qədər dəyişir.
2
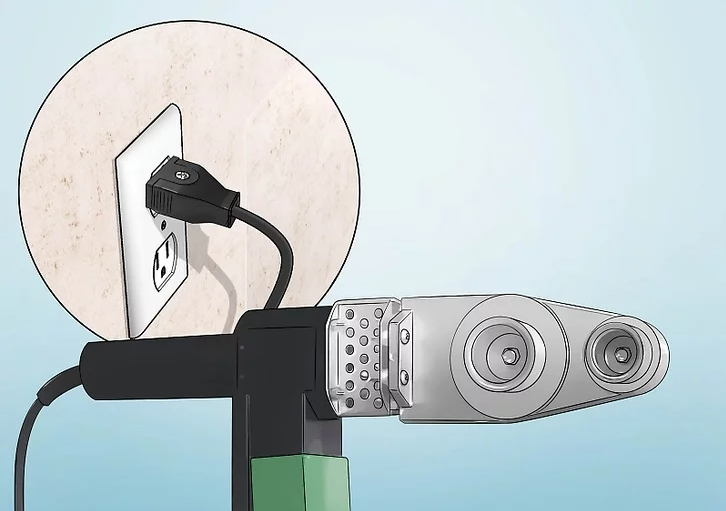
Rozetkanı qızdırmağa başlamaq üçün əritmə alətini taxın. Əksər əritmə alətləri standart 110v rozetkaya qoşulacaq. Alət dərhal qızmağa başlayacaq və ya güc açarını yandırmalı ola bilərsiniz. Modellər müxtəlifdir, lakin alətin rozetkanı lazımi temperatura qədər qızdırması bir neçə dəqiqə çəkə bilər. [3]
Termal əritmə alətindən istifadə edərkən çox diqqətli olun və ətrafdakı hər kəsin onun işlədiyini və isti olduğunu bildiyinə əmin olun. Rozetkanın temperaturu 250 °C-dən (482 °F) çoxdur və ciddi yanıqlara səbəb ola bilər.
3
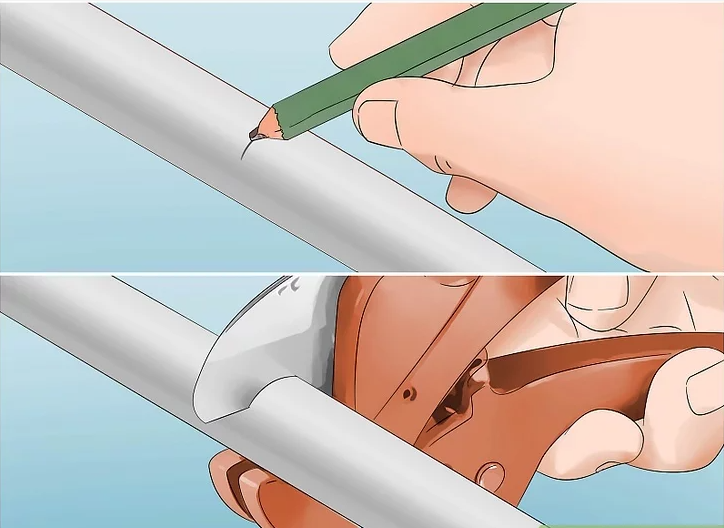
Borunu hamar və təmiz bir kəsiklə uzunluğuna qədər kəsin. Əridmə aləti qızdırıldıqda, milə perpendikulyar təmiz bir kəsik əldə etmək üçün borunu lazımi uzunluğa işarələmək və kəsmək üçün effektiv bir alətdən istifadə edin. Bir çox əridmə aləti dəsti tetikleyici və ya sıxac boru kəsiciləri ilə təchiz olunmuşdur. Təlimatlara uyğun olaraq istifadə edildikdə, bunlar PPR-də hamar, vahid bir kəsik əldə edəcək ki, bu da əridmə qaynağı üçün çox uyğundur. [4]
PPR boruları müxtəlif əl mişarları, elektrik mişarları və ya təkərli boru kəsiciləri ilə də kəsilə bilər. Bununla belə, kəsimin mümkün qədər hamar və bərabər olduğundan əmin olun və bütün əyrilikləri təmizləmək üçün incə zımpara istifadə edin.
4
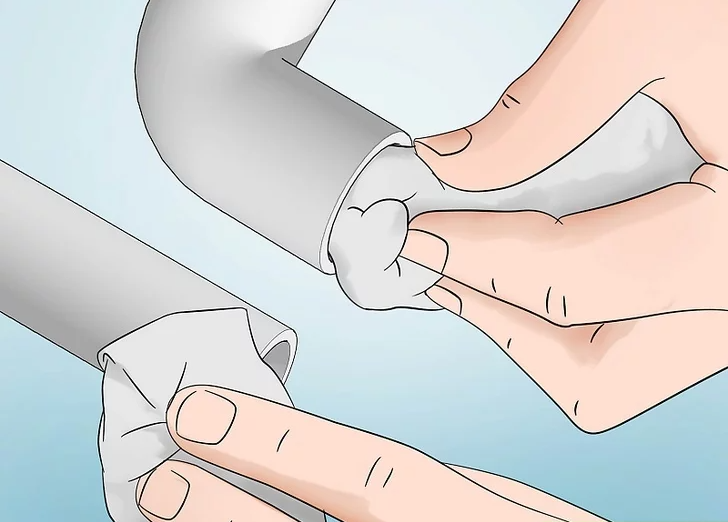
PPR komponentlərini parça və tövsiyə olunan təmizləyici ilə təmizləyin. Əridmə alət dəstiniz PPR boruları üçün xüsusi təmizləyici tövsiyə edə və ya hətta daxil edə bilər. Bu təmizləyicini borunun xaricində və qoşulacaq fitinqlərin içərisində istifadə etmək üçün təlimatlara əməl edin. Parçaların bir müddət qurumasına icazə verin. [5]
Hansı növ təmizləyicidən istifadə edəcəyinizi bilmirsinizsə, zəhmət olmasa, əritmə alətinin istehsalçısı ilə əlaqə saxlayın.
5
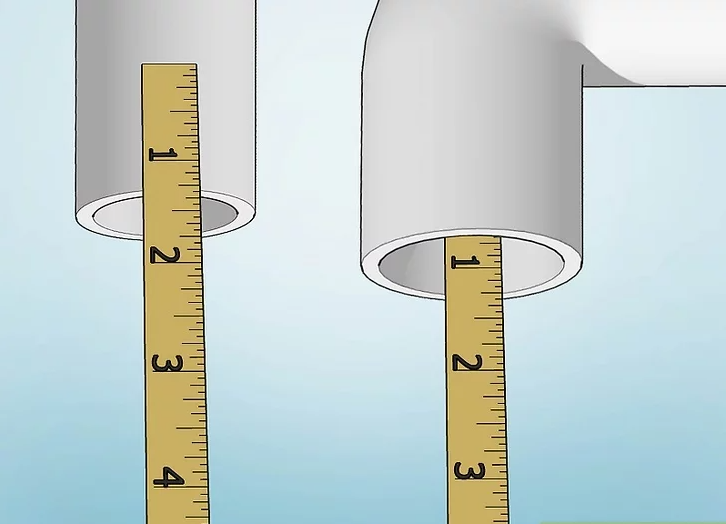
Qaynaq dərinliyini boru birləşdiricisinin ucunda qeyd edin. Əridmə alətlər dəstinizdə müxtəlif diametrli PPR borularında müvafiq qaynaq dərinliyini qeyd etmək üçün şablon ola bilər. Borunu müvafiq olaraq qeyd etmək üçün qələmdən istifadə edin.
Alternativ olaraq, ölçü lentini istifadə etdiyiniz fitinqə (məsələn, 90 dərəcəlik dirsək fitinqi) fitinqdə kiçik bir çıxıntıya dəyənə qədər taxa bilərsiniz. Bu dərinlik ölçüsündən 1 mm (0,039 düym) çıxın və onu boruda qaynaq dərinliyi kimi qeyd edin.
6
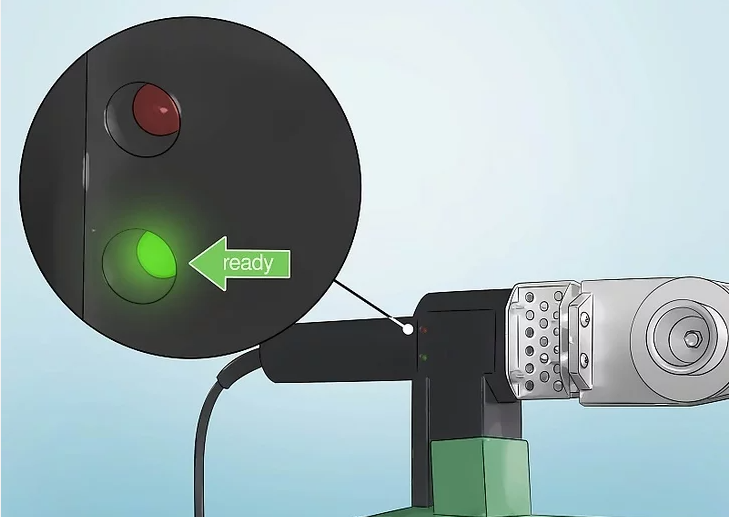
Əridmə alətinin tam qızdırıldığını təsdiqləyin. Bir çox əridmə alətində alətin qızdırıldığını və hazır olduğunu göstərən bir ekran var. Hədəf temperatur adətən 260 °C (500 °F)-dir.
Əgər əritmə alətinizdə temperatur göstəricisi yoxdursa, rozetkadakı temperaturu oxumaq üçün zond və ya infraqırmızı termometrdən istifadə edə bilərsiniz.
Qaynaq ləvazimatları mağazalarından temperatur göstəricisi çubuqları (məsələn, Tempilstik) də ala bilərsiniz. 260 °C (500 °F) temperaturda əriyən taxta çubuqlar seçin və hər yuvaya bir ədəd toxundurun.
Yayımlanma vaxtı: 31 Dekabr 2021



